|
Überholung meiner Optimum - Fräse BF20 In einem anderen Projekt auf meiner Homepage habe ich bereits beschrieben, dass in regelmäßigen Abständen meine Werkzeugmaschinen von mir gewartet werden. Dies Wartung stand nun am Kreuztisch meiner BF20 an. |
 |
1. Der Frästisch lässt sich sehr leicht vom Quersupport nehmen. Hierzu wird die Gewindespindel und die Keilleiste entfernt und der Tisch seitlich aus der Schwalbenschwanzführung gezogen. |
 |
2. Ich hatte damit gerechnet, dass ich unter dem Aufspanntisch auf ein Fett- und Spänegrab stoße. Zum Glück: Fehlanzeige |
 |
3. Der Schwalbenschwanz und alle Führungsbahnen waren nur leit verschmutzt und gleichmäßig mit Bettbahnöl benetzt. |
 |
4. Verschleißspuren an den Führungen sind ebenfalls nach 5 Jahren Gebrauch noch nicht zu sehen. |
 |
5. Der Mikroschliff der Führungsflächen hält das Bettbahnöl wirklich da wo es hingehört. |
 |
6. Die Spindelmutter der Y-Achse sah da schon ganz anders aus. Ein schöner Mix aus Spänen und Fett hatte sich hier abgesetzt. |
 |
7. Die Führungen sind an diesem Maschinenteil geschabt. Wenn ich einmal viel Zeit habe werde ich mich an die Kontrolle und das evtl. Nachschaben der Führungen wagen. Im Moment bin ich jedoch mit der Genauigkeit der Maschine sehr Zufrieden. |
 |
8. Nun wurden alle Maschinenteile mit Bremsenreiniger entfettet... |
 |
9. ...und die Spindelmuttern vorab von Hand soweit nachgestellt bis kaum noch Spiel zu fühlen war. |
 |
10. Die Keilleisten wurden noch einmal entgratet... |
 |
11. ... und auf evtl. Verschleiß geprüft. |
 |
12. Alle Führungen, Spindelmuttern und Lager wurden mit Bettbahnöl bzw. Fett versehen und die Maschinenteile Stück für Stück wieder zusammen gebaut. Ein Tipp zur Einstellung der Keilleisten: Die Gewindespindel wird entkoppelt und der Schwalbenschwanz von Hand bewegt. Die Keilleiste wird solange strammer gestellt bis sich der Maschinentisch nicht mehr von Hand bewegen lässt. Wenn nun die Gewindespindel wieder gekoppelt wird, stellt man fest, dass sich der Tisch sehr leicht über die Spindel verfahren lässt. Das Spiel in der Schwalbenschwanzführung geht jedoch gegen Null. |
 |
13. Hier kann man die Schabung auf den einzelnen Führungsfläch gut erkennen. |
 |
14. Hätte ich meinen oben geschriebenen Tipp selber beherzigt, hätte ich mir bei den folgenden Punkten viel Arbeit ersparen können .... |
 |
15. Die Mutter der X-Achse ist bei der BF20 nur duch die beiden Schrauben geklemmt. Diese Klemmung lässt sich aber nur bei montierter Gewindespindel einstellen. |
 |
16. Der erste Arbeitsschritt bei der Montage des Frästisches war wieder die Einstellung des Spiels der Gewindespindel. |
 |
17. Die Mutter wird in der mittleren Position handfest geklemmt..... |
 |
18. ... und der Tisch darüber kann so montiert werden. Beim Hin- und Herfahren habe ich dann festgestellt, dass jeweils zum Verfahrwegende der Tisch extrem schwergängig wurde. Ich habe also alles noch einmal demontiert und den Schwalbenschwanz komplett vermessen. Alle Führungen sind jedoch exakt parallel ausgeführt. Wie sich hinterher herausstellte war die Keilleiste zu locker eingestellt. Der Tisch kippt durch sein Eigengewicht nach unten und die Belastung der Führungsbahnen verursacht die Schwergängigkeit. Auf Dauer würden die Führungsbahnen sehr starkt verschleißen. Also wurde die Keilleiste wie oben beschrieben eingestellt und alles lief wieder sehr leichtgängig. |
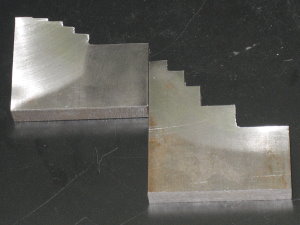 |
19. Der erste Fräsversuch mit steigender Zustellung verlief dann ebenfalls nach Wunsch. Das Fräsergebnis sah wieder so sauber aus wie früher. Ich habe in C45k mit einem 12er Schruppfräser bei einer Zustellung von 11mm aufgehört weitere Versuche zu machen. Ich bin mir sicher, dass die Zustellung bis auf 20mm erhöht werden kann. Zu einem späteren Zeitpunkt werde ich zu den Fräsversuchen noch einen Film einstellen.
|
20. Hier ist der Film zum Fräsversuch.
|