Ringverkleinerung
Eine sehr nette Arbeitskollegin meiner Frau kam mit einem Edelstahlring zu mir.
Der Ring war vom Innendurchmesser ca. 0,9 mm zu groß.
Da ich vorher noch nie mit Schmuck gearbeitet hatte kam die Aufgabe der Ringverkleinerung gerade recht.
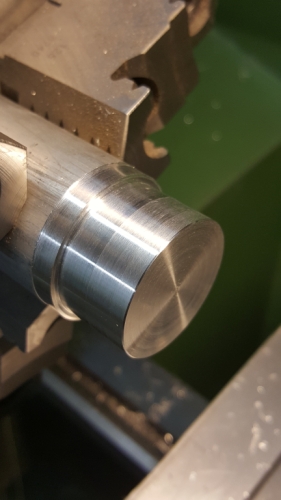 |
1. Aus einem Reststück Alu-Rundmaterial .... |
|
 |
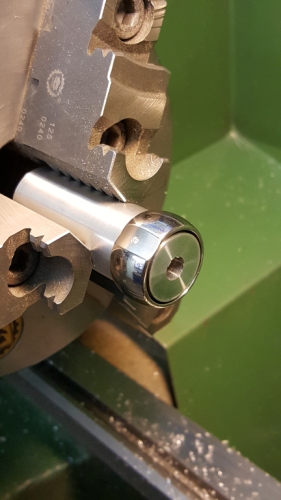
2. ... sollte ein Halter für den Ring entstehen. Hier wird gerade der .... |
|
 |
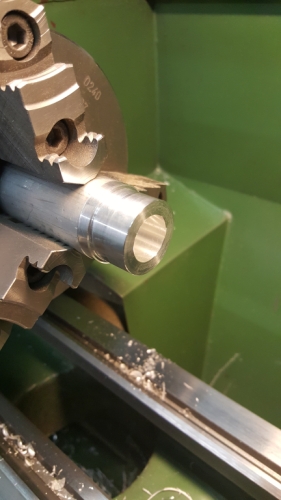
3. ... Innendurchmesser an den Ring-Außendurchmesser angepasst. |
|
 |
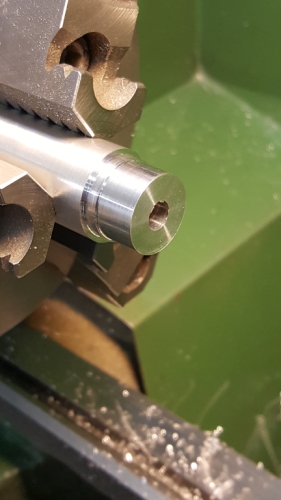
4. Der Ring geht saugend in die Aufnahme und wird an der Rückwand abgestützt. |
|
 |
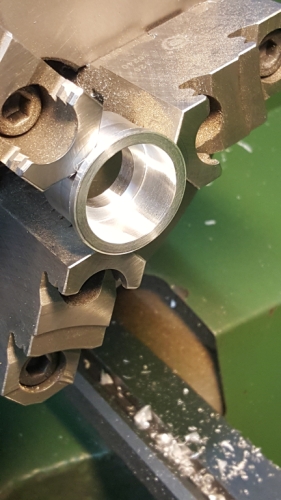
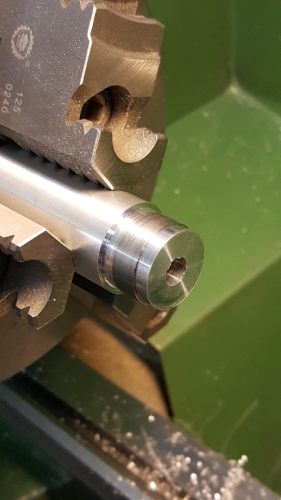
5. Die fast fertige Aufnahme. |
|
 |
6. Der Durchmesserunterschied zwischen Ring und Aufnahme beträgt 0,01 mm. |
|
 |
7. Damit der Ring geklemmt werden kann wurde die Aufnahme geschlitzt. |
|
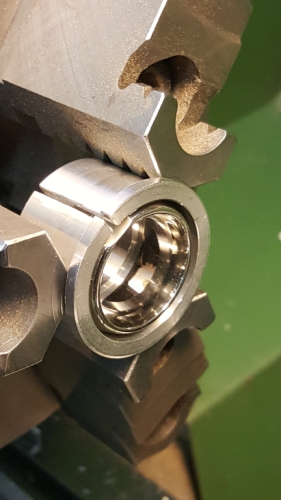 |
8. Beim Spannen im Dreibackenfutter wird die Aufnahme zusammen gedrückt und klemmt den Ring ansolut zuverlässig. |
|
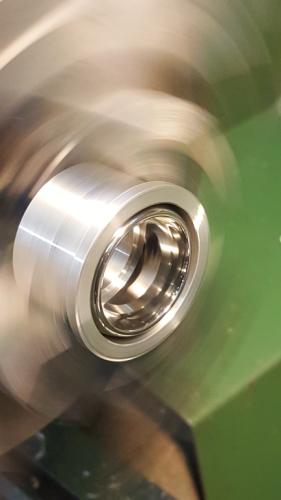 |
9. Einen Rundlauffehler konnte ich nicht messen. Die 0,01mm Messuhr hat keinen sichtbaren Ausschlag angezeigt. |
|
 |
10. Nun konnte die Innenseite des Rings vermessen werden. Ich habe dazu die höchste Stelle im Innenring auf 0 gesetzt und beim Verfahren des Längsschlittens die jeweiligen Durchmesseränderungen aufgeschrieben. |
|
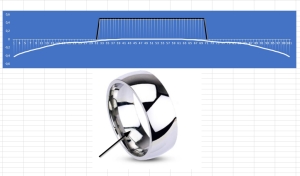 |
11. Alle Maße wurden in eine Exceltabelle übertragen. Die weiße Linie zeigt die Innenkontur vom Ring in 1/100mm. Der geplante Innenring ist in schwarz dargestellt. |
|
 |
12. Der Innenring wurde aus 1.4301 (V2A) Edelstahl hergestellt. Hier ist der fertige Rohling bereits abgestochen. |
|
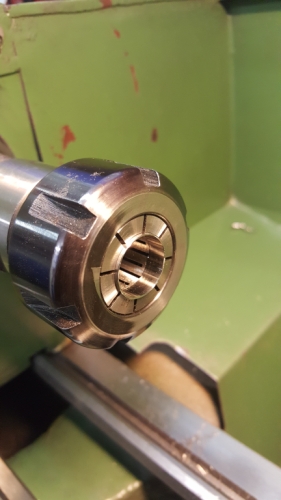 |
13. Das Spannzangenfutter ist perfekt dazu geeignet auch keine Ringe zentrisch zu spannen. |
|
 |
14. Der Innenring wurde auf 6 mm Dicke abgedreht. Die Kanten wurden mit einer Fase versehen und der Innenteil geschliffen. |
|
 |
15. Ring und Innenring ... |
|
 |
16. .... und die spätere Montage. Der Innenring wurde mit 3/100 mm Übermaß gedreht. Dadurch lässt er sich später in den Ring einpressen und hält absolut zuverlässig. |
|
 |
17. Nachdem meine Bekannte den Sitz des Innenrings getestet hatte konnte die Montage stattfinden. |
|
 |
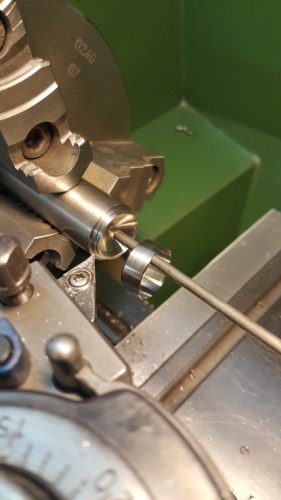
18. Hier drehe ich gerade den Montagedorn auf den passenden Außendurchmesser zum Ring. Der Dorn hat gleichzeitig einen Anschlag für den Ring und Innenring. |
|
 |
19. Hier wird der Anschlag und Durchmesser zum Innenring gedreht. Der Anschlag sorgt dafür, dass der Innenring später zentriert im Ring sitzt. |
|
 |
20. Auch der Innenring passt perfekt. |
|
 |
21. Der Innenring wurde mit dem Montagedorn in den Ring gepresst. Ein paar Tropfen Loctite 648 sichern den Innenring zusätzlich. |
|
 |
22. Nach dem Polieren ist der Ring fertig verkleinert. |