|
Reitstock Instandsetzung die Zweite Bei der Vermessung meiner Drehbank habe ich festgestellt, dass
sich der Reitstock nicht 100%ig einstellen läst. Ich habe mich dazu entschlossen den Reitstock einmal genauer unter die Lupe zu nehmen. |
 |
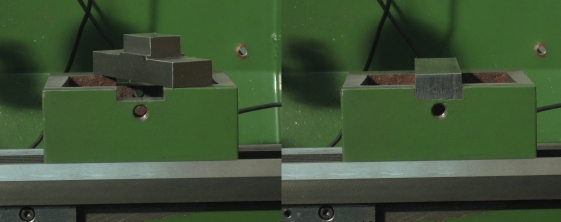
1. Um überhaupt eine saubere Messung durchführen zu können benötigte ich eine Bezugskante. Das Unterteil des Reitstocks wurde an der Prismenführung ausgerichtet..... |
 |
2. ... und die Bezugskante angefräst. |
 |
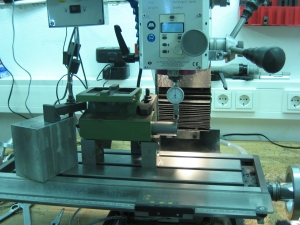
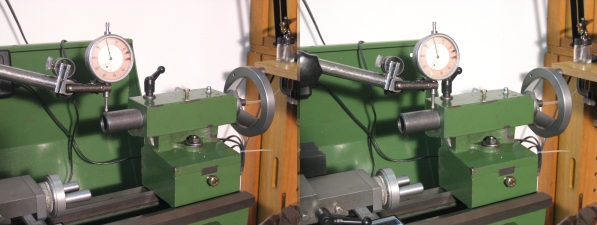
3. Nachdem das Reitstockunterteil auf dem Maschinenbett meiner Drehbank provisorisch festgeschraubt war, konnte nun die Auflagefläche vermessen werden. Parallel zum Maschinenbett stellte ich eine Abweichung von
1/100mm fest. Quer zum Maschinenbett betrug die Abweichung 70/100mm! Absoluter Handlungsbedarf! |
 |
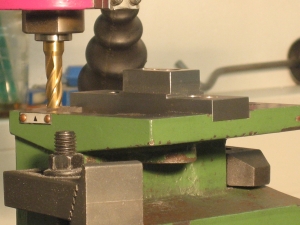
4. Das Reitstockunterteil wurde also wieder auf dem Kreuztisch der Fräse ausgerichtet (an der neuen Bezugskante) und .... |
 |
5. ... mit dem Messerkopf plangefräst. |
 |
6. Anschließend wurde die Gleitführung des Reitstocks vermessen. Die Führung war um 10/100mm schief eingefräst. Auch hier war Handlungsbedarf. |
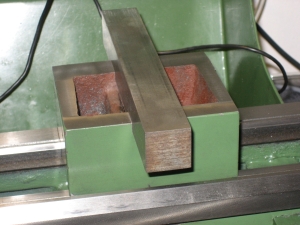 |
7. Es wurde eine neue Führung für einen 25mm Keilstahl (C45) eingefräst. |
 |
8. Der Keilstahl wurde auf Länge gesägt, .... |
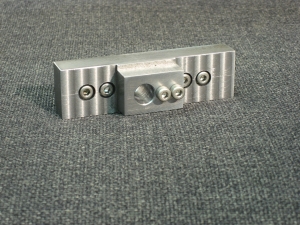 |
9. ... die Befestigungsbohrungen eingebarcht und die Mitnahmenase der Verstellschrauben angefräst. |
 |
10. Somit war das Unterteil fertig. |
 |
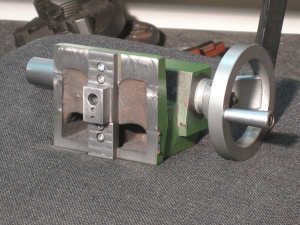
11. Jetzt konnte ich mich an das Oberteil des Reitstocks wagen. Aufspannung auf der Fräse und Ausrichtung an der geklemmten Pinole. |
 |
12. Auch das Oberteil erhielt die Führung für den 25er Keilstahl. |
 |
13. FERTIG! Der Keilstahl passt saugend in die neue Nut. |
 |
14. Die Befestigungsgewinde für die neue Keilstahlführung werden eingebracht. |
 |
15. Der montierte Keilstahl an seinem neuen Arbeitsplatz. |
 |
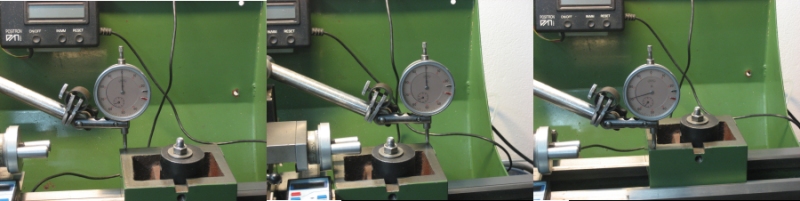
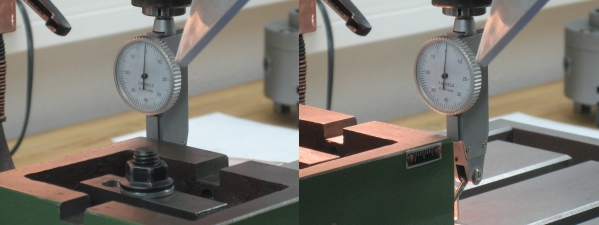
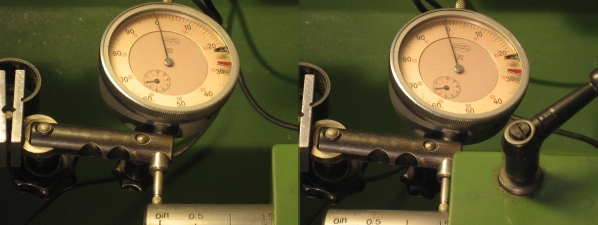
16. Nach der Montage konnte der Reitstock erneut vermessen werden. Die Höhenabweichung der Pinole ist nicht mehr messbar. |
 |
17. Die Seitenabweichung liegt unter 1/100mm. |
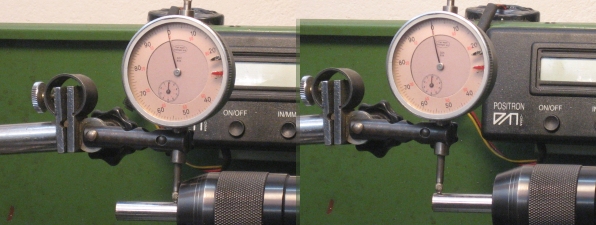 |
18. Auch bei eingespanntem Bohrfutter sind die Höhen- und Seitenabweichung kleiner 1/100mm. |
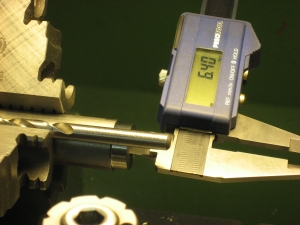 |
19. Nun kam der Testlauf: Ein HSS-Co Bohrer mit 6,4mm Durchmesser wurde eingespannt und ein Loch in VA gebohrt. |
 |
20. Abschließend der Test mit einem HSS-Co Bohrer mit 10,0mm Durchmesser. Die Bilder sprechen für sich. |