|
Reserveradbefestigung Ein Arbeitskollege benötigte eine Spannschraube für das Reserverad eines Spitfire 1500 aus VA. |
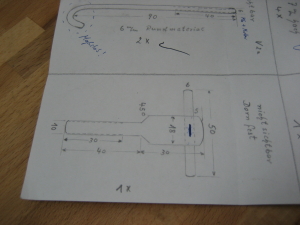 |
1. Die Skizze kam von meinem Kollegen. Es sollte ein durchgehender Querbolzen am Schraubenkopf befestigt werden, jodoch sollte später keine Schweißnaht zu sehen sein. Bei unserem CNC Stammtisch diskutierte ich mit einigen Hobby-Metallbauern über die Befestigung (Kleben, Presspassung...). Wir kamen hinterher auf die zündende Idee: Der Bolzen wurde geteilt und mit einerm Gewindestück versehen. Die Durchgangsbohrung im Schraubenkopf wurde mit einem Absazt zur Zentierung versehen und der Bolzen zusätzlich zur Verschraubung mit Loktit gesichert. |
 |
2. Das Material ist 1.4305 (Automaten VA).
|
 |
3. Das Rohmaterial für die Schraube und den späteren Querbolzen. |
 |
4. Die Gewindeseite der Schraube wird auf Nennmaß gedreht. |
 |
5. Die 45° Fase wird mit verstelltem Support hergestellt. |
 |
6. Das Außengewinde wird auf die Rohschraube geschnitten. |
 |
7. Sieht schon aus wie eine Schraube. |
 |
8. Das Rohmaterial für den Querbolzen, ebenfalls 1.4305. Nach dem Teilen in zwei gleichlange Stücke.... |
 |
9. ...wurde anzentriert, gebohrt und das Innengewinde geschnitten. |
 |
10. Die beiden Hälften des Querbolzens. |
 |
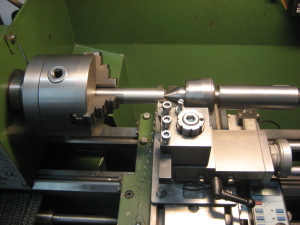
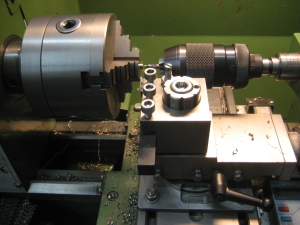
11. Die Schraube wird in den Teilapparat gespannt, ausgerichtet und die Fräse genullt. |
 |
12. Die Bohrung für den Querbolzen wird zentriert. |
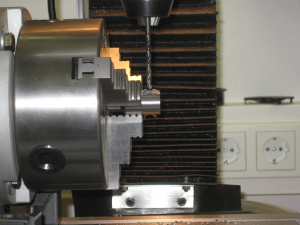 |
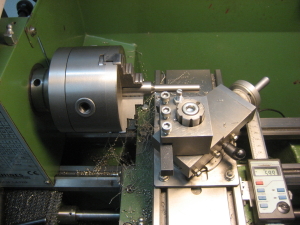
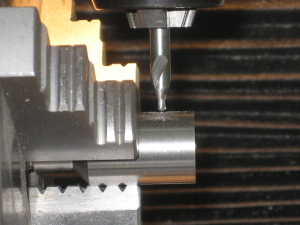
13. Die beiden Querbohrungen werden eingebracht. Die Tiefe der Bohrungen habe ich auf D/2-2mm ausgelegt. |
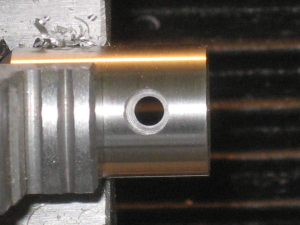 |
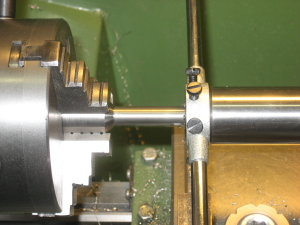
14. In der Mitte der Bohrung ist der Anschlag für die Querbolzenhäften zu sehen. |
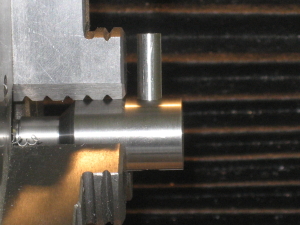 |
15. Die Querbolzenhälfte geht saugend in die Bohrung und stößt wie gewollt innen an den Anschlag. |
 |
16. Nach dem Schleifen und Verrunden der Einzelteile..... |
 |
17. ...ging es an die Montage. Das Gewindestück zwischen den Bolzenhälften ist auf die Dicke des Innenanschlags ausgelegt. |
 |
18. Die fertig verklebte und montierte Reserveradschraube. |