|
Spindelkopf Für meine Drehmaschine habe ich damals einen Spindel-
bzw. Ausdrehkopf mit MK3 Schaft gekauft. |
 |
1. Der Spindelkopf im Originalzustand. |
 |
2. Hier noch einmal von der Seite. |
 |
3. Für die folgende Bearbeitung auf der Drehmaschine wurde der Spindelkopf zerlegt. |
 |
4. Die drei Hauptbestandteile. |
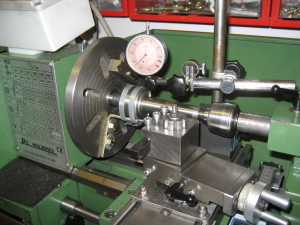 |
5. Glücklicherweise besaß der Hauptkörper des Spindelkopfes im vorderen Teil noch die Zentrierung der ursprünglichen Bearbeitung beim Hersteller. |
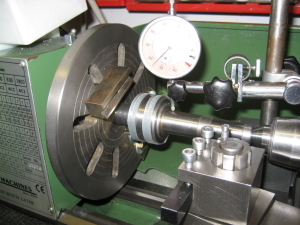 |
6. Der Hauptkörper wurde zwischen den Spitzen gespannt und auf Rundlauf geprüft. Das Kontergewicht gleicht die Unwucht des provisorischen Mitnehmers (Metallwinkel und zwei Schlauchschellen) aus. |
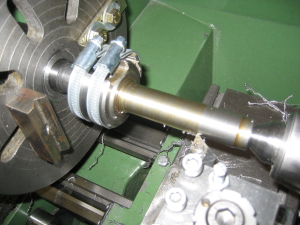 |
7. Der neue 20mm Schaft entsteht mit Autovorschub. Der Schlichtspan wurde mit 0,05mm Vorschub gedreht. |
 |
8. Die Oberfläche ist glatter geworden, als es auf dem Bild aussieht. Nachdem der Schaft auf 20,00mm abgedreht war wurde dieser um 50mm gekürzt um eine Spannung im Spannzangenfutter zu realisieren. |
 |
9. Hier ist das fertige Ergebnis. Der Rundlauffehler ist 1/100mm. |