|
Drehmaschinen - Gleitlager Die Oberflächengüte bei Längsdreharbeiten unter Einsatz des automatischen Vorschubes an meiner Drehbank war bereits seit einigen Wochen nicht mehr zufrieden stellend. |
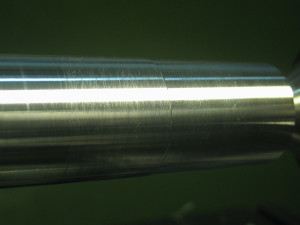 |
1. So sahen die gedrehten Oberflächen aus, wenn der automatische Vorschub ausgeschaltet wurde. |
|
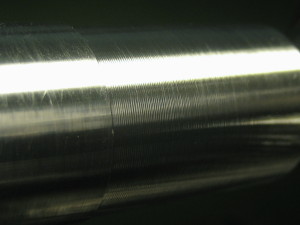 |
2.Und so sah die Oberfläche bei mitlaufender Leitspindel aus. Der Vorschub wurde aber von Hand ausgeführt. Die Riefenbildung ist deutlich zu sehen. |
|
 |
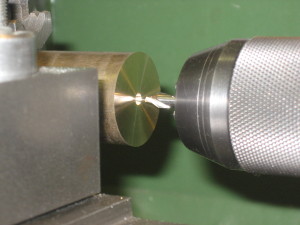
3. Nach langer Suche stellte sich heraus, dass die Gleitlager der Abtriebswelle im Norton-Getriebekasten die Übeltäter waren. Durch das Spiel in den Lagern hatte die Leitspindel einen Schlag von 5 / 10 mm. Hierdurch wurde der Längssupport immer ein kleines Stück mitgenommen und sorgte so für die Riefenbildung. |
|
 |
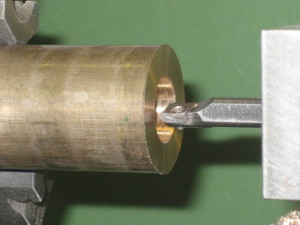
4. Nach einer kurzen Anfrage in unserer CNC-Ecke nach entsprechenden Kugellagern wurde mir mitgeteilt, dass diese, bedingt durch die Maße der Welle, wohl nicht zu bekommen wären. Auf dem Bild ziehe ich gerade ein altes Gleitlager aus der Lagerpassung. |
|
 |
5. Das Rohmaterial ist eine Rundstange RG7 mit 31mm Durchmesser. |
|
 |
6. Nach dem Planen wird die Zentrierung für die spätere Durchgangsbohrung gesetzt. |
|
 |
7. Nun konnte das spätere Gleitlager auf Maß gebracht werden. |
|
 |
8. Die ersten Passungsversuche sahen vielversprechend aus. |
|
 |
9. Das Außenmaß konnte ich von den alten Lagern abnehmen (26,00 mm). Auf dem Bild ist das neue Lager nach dem Schlichtdurchgang zu sehen. |
|
 |
10. Nachdem ich einige Tabellenbücher und die entsprechenden Seiten im Internet durchsucht hatte stand fest, dass das Lagerinnenmaß 3/100mm grösser als der Wellendurchmesser sein sollte. Da die Welle 15,97mm Durchmesser hat wurde das Lager auf 16,00mm ausgedreht. Diese Lagerpassung stellte sich hinterher als falsch heraus! |
|
 |
11. Nach der Innen- und Außenbearbeitung konnte das neue Lager auf Länge gebracht werden. Hier beim Abstechen auf Längenmaß + 1mm. |
|
 |
12. Nach dem Umspannen konnte die Rückseite plan und auf Maß gedreht werden. |
|
 |
13. Das erste neue Lager. Läßt sich von Hand sehr leicht drehen und hat kaum merkliches Spiel. |
|
 |
14. Das zweite Lager wurde nach dem gleichen Prinzip hergestellt. Hier wird der Passungssitz getestet. |
|
 |
15. Der Außendurchmesser ist auch hier 26,00 mm. |
|
 |
16. Das fertige Lager an seinem zukünftigen Arbeitsplatz. |
|
 |
17. Die Montage funktioniert recht einfach. Eine M12 Schraube, zwei dicke Unterlegscheiben und eine Mutter reichen zum Einziehen der Lagerbuchse. |
|
 |
18. Das fertig montierte Norton-Getriebe lässt sich von Hand butterweich drehen. |
|
 |
19. Der erste Probelauf an der Maschine (hier noch ohne Abdeckung und ohne Leitspindel). Nach ca. 2 Minuten Laufzeit nahm plötzlich die Drehzahl der Drehmaschine ab und es gab einen lauten Knall. Die Lager haben sich festgefressen und im Vorgelege wurde an einem Zahnrad eine Passfeder abgeschert. Bei der Überprüfung der Fehlerursache stellte sich heraus, dass sich das Norton-Getriebe nicht mehr drehen ließ. Das Lagerspiel war zu klein bemessen. |
|
|
20. Nach Rücksprache mit Thorsten wurde mir versichert, dass in den Tabellenbüchern teilweise falsche Daten stehen. Er sagte mir, ich solle das Lagerspiel um 5-8/100 mm vergrößern. Gesagt, getan. Und siehe da, die Maschine läuft wieder wie eine Eins. |