|
Nutensteine Zu meiner neuen Spannvorrichtung für die BF20 benötigte ich noch einen Satz Nutensteine. Der Satz wurde aus zwei Reststücken C45K 25 x 25 mm hergestellt. |
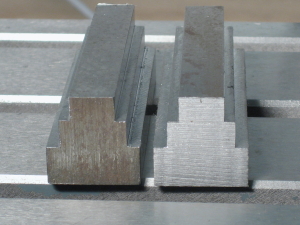 |
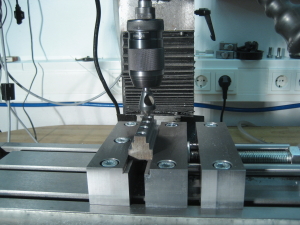
1. Die beiden Reststücke C45K wurden mit der Kontur der Nutensteine versehen. |
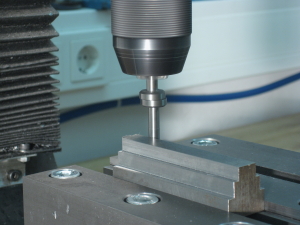 |
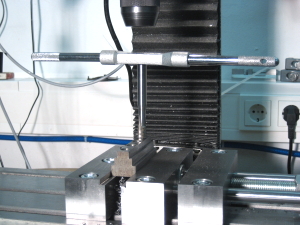
2. Die Außenkannte wurde angetastet und das digitale Längenmessgerät auf 0 gesetzt. |
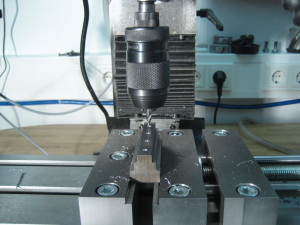 |
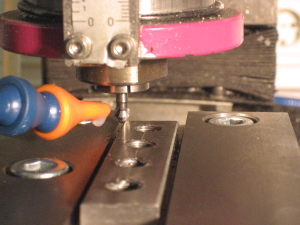
3. Mit dem Zentrierbohrer wurden die Löcher der Nutensteine anzentriert..... |
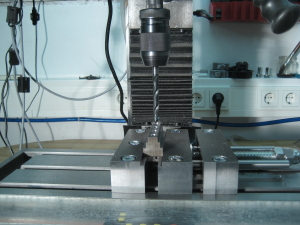 |
4. ... und die Kernbohrungen für das M 10 Gewinde gebohret. |
 |
5. Nachdem eine Fase angeschnitten wurde .... |
 |
6. ... konnten die Gewinde geschnitten werden. |
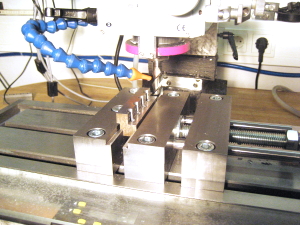 |
7. Jetz wurde die Rückseite plan gefräst und die Nutensteine somit auf Höhe gebracht. |
 |
8. Die Kanten wurden mit einem 45° Fräser gebrochen bzw. angefast. |
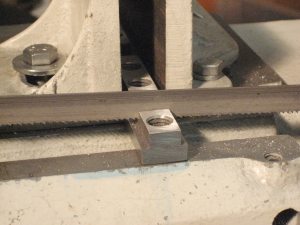 |
9. Der Riegel mit den Nutensteinen wurde auf der Bandsäge abgelängt .... |
 |
10. ... und die fertigen Nutensteine auf dem Schleifteller entgratet. |
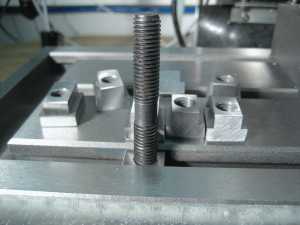 |
11. Passt, sitzt, wackelt und hat Luft.... |
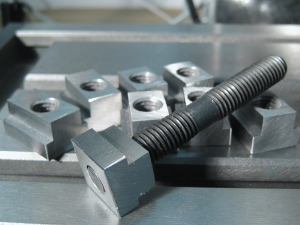 |
12. .... fertig für den Einsatz. |