|
Türgriffe für einen Oldtimer Ein Arbeitskollege benötigte für seinen Oldtimer drei neue Türgriffe aus Edelstahl. Ich bekam ein Originalteil als Muster. |
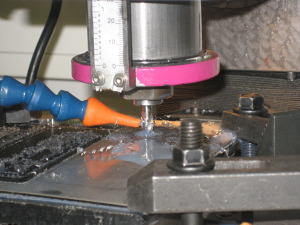 |
1. Das Basismaterial für die Griffblenden ist ein 3mm starkes Blech aus 1.4301 (V2A). Hier wird gerade die dritte Blende gefräst. Als Unterlage dient ein Abfallstück aus POM. |
|
 |
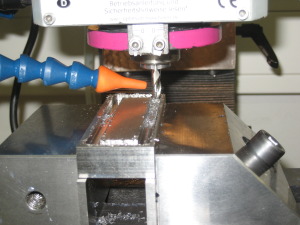
2. Nachdem der innere Ausschnitt fertig gefräst wurde, wurde die Außenkontur umfräast. Damit das Werkstück beim Wegfräsen der letzten Verbindung nicht in den Fräser gezogen wird wurde es mit einem Stück C45 gegen verrutschen gesichert. |
|
 |
3. Oben ist das Originalteil zu sehen. Unten liegen die drei neuen VA-Griffblenden. |
|
 |
4. Hier liegen die drei Griffblenden auf dem Originalgriff um die Passgenauigkeit zu checken. |
|
 |
5. Das Rohmaterial für den Innengriff ist ebenfalls aus 1.4301 (V2A) / Flachmaterial 45 x 15 mm. |
|
 |
6. Die drei Innengriffe können entstehen. |
|
 |
7. Die Flanken werden geschlichtet und die Länge der zugesägten Teile auf Maß gebracht. |
|
 |
8. Jetzt kann das Ausfräsen der späteren Griffmulde beginnen. |
|
 |
9. Ich benutze einen Schrupp-Schlicht-Fräser und Unmengen Kühlflüssigkeit. Anmerkungen zu Fräsern: Lieber einen teueren Fräser im Werkzeughandel kaufen als viele günstige Fräser. Meinem Fräser ist auch nach den gesamten Fräsarbeiten an den VA-Teilen kein Verschleiß an zu sehen. |
|
 |
10. Die erste Umfangsbahn ist entstanden. Bei einem 6 mm Fräser stelle ich nicht mehr zu als Vorschub nach Gefühl! |
|
 |
11. Die erste 3mm tiefe Ebene ist ausgeräumt. |
|
 |
12. Nachdem der Schruppdurchgang mit 0,1mm Übermaß abgeschlossen wurde habe ich mit einem Schlichtfräser und 600 U/min das letzte 10tel gefräst. Die Tiefe der Griffmulde beträgt 11,5 mm. |
|
 |
13. Nun konnten die letzten Griffmulden gefräst werden. |
|
 |
14. Original und Neuteil. Mein Kollege sagte mir, dass hinter der Griffbefestigung genug Platz vorhanden wäre. Also wurden die neuen Griffe an die Materialstärke des Flachmaterials angepasst. |
|
 |
15. Alle 3 Griffe sind fertig gefräst. |
|
 |
16. Hier noch eine weitere Aufnahme mit guten Lichtverhältnissen. |
|
 |
17. Der nächste Schritt ist das Schweißen der Blende und Griffmulde. Fortsetzung folgt.... |
|
 |
18. ...hier ist die versprochene Fortsetzung. Es ist immer gut, wenn man einen Bekannten hat der ein professionelles WIG-Schweißgerät hat. Noch besser ist es wenn er damit so gut umgehen kann wie mein Bekannter :-) Ein Blick hinter das Deckblech. |
|
 |
19. Die Griffschalen sind fertig für die Politur. Bei der Politur leistet meine BF20 Fräse und eine Sisalscheibe gute Dienste. |
|
 |
20. Rechts vor der Politur, Links fertig poliert. |