|
Vierfachstahlhalter Ein Kollege aus unserem CNC Forum benötigte für seine Drehbank einen Virfachstahlhalter. |
 |
1. Das Basismaterial für den Stahlhalter ist ein Stück |
|
 |
2. Auf der Bandsäge wird ein passendes Stück mit 1mm Überlänge abgesägt. |
|
 |
3. Nach dem Entgraten kann die Arbeit beginnen. |
|
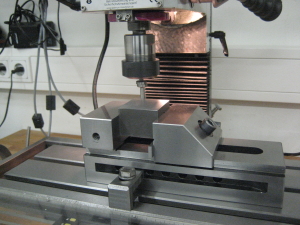 |
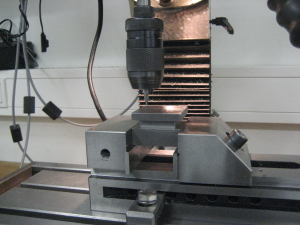
4. Der erste Arbeitsschritt ist das Einnullen der Kanten. Hier benutze ich einen Rotations-Kantentaster. |
|
 |
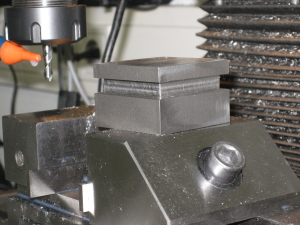
5. Die Kopfseiten werden mit dem Messerkopf plan gefräst und das Werkstück auf die richtige Höhe gebracht. |
|
 |
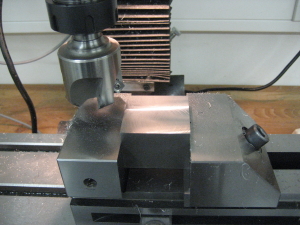
6. Nun konnte die erste Nut der Drehmeisselaufnahme mit dem Schruppfräser eingefräst werden. |
|
 |
7. Der letzte Durchgang mit dem Schlichtfräser. |
|
 |
8. Hier ist bereits die zweite Nut eingefräst. |
|
 |
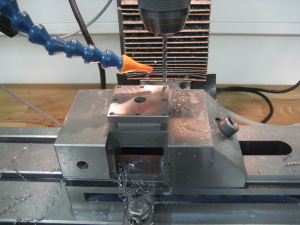
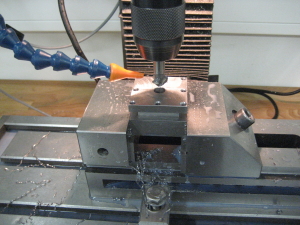
9. Nachdem alle Aufnahmen fertig gefräst wurden können die Zentrierungen für die Befestigungsschrauben angebracht werden. |
|
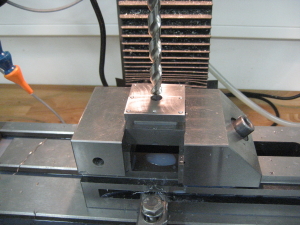 |
10. Das Hauptbefestigungsloch wird mit einem 10,2 mm Bohrer eingebracht. |
|
 |
11. Nun werden die Kernbohrungen für die Befestigungsschrauben eingebohrt. |
|
 |
12. Alle Bohrungen werden mit einer Fasekante versehen. |
|
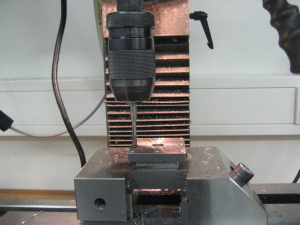 |
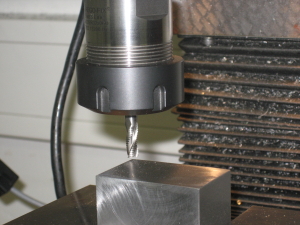
13. Ein kleiner Tipp zum Gewindeschneiden: Der Gewindeschneider wird in das Bohrfutter der Fräsmaschine (! gegen Einschalten sichern !) gespannt und der Gewindeanschnitt von Hand durchgeführt.... |
|
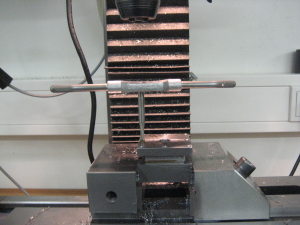 |
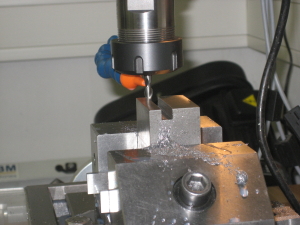
14. ... nach ein paar Umdrehungen wird das Bohrfutter gelöst und das Gewinde mit dem Windeisen fertig geschnitten. |
|
 |
15. Fertig ist das gute Stück. |