|
mitlaufender Halter für Gewindeschneider Wer kennt das nicht, Gewindeschneider ins Bohrfutter gespannt, Gewinde schneiden und knack, wieder ein Gewindeschneider weniger und evtl. ein Werkstück versaut ? Ich wollte auf Basis eines Halters für Außengewindeschneider einen Halter für Innengewindeschneider bauen. |
 |
1. Die erste Idee war es.... |
 |
2. ... den Kopf einer Gewindeschneidknarre zu benutzen. |
 |
3. Also habe ich die beiden Schneidknarren zerlegt.... |
 |
4. ...und aus einem 30er Stück 1.4301 (VA) ..... |
 |
5. ....einen Halter hergestellt. Hier wird gerade die Achsaufnahme gerieben. |
 |
6. So sah der erste Versuch aus. Es stellte sich schnell heraus, dass die Schneidknarrenköpfe einen extremen Rundlauffehler haben. Sie sind zwar für Handbetrieb geeignet, auf einer Drehbank lassen sich die Köpfe aber nicht verwenden. |
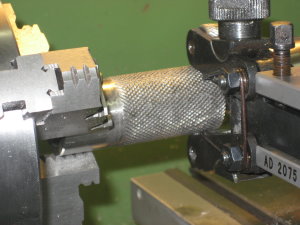 |
7. Also ging die Entwicklung weiter. Hier wird gerade die Rändelung angedreht durch die der Halter besser in der Hand liegt. |
 |
8. Die ursprüngliche Aufnahme des Knarrenkopfes wurde modifiziert und eine eigene Aufnahme für den Innengewindeschneider gedreht. |
 |
9. Nun sieht der Halter schon besser aus, der Rundlauffehler ist ebenfalls verschwunden. |
 |
10. Hier werden gerade die Bohrungen und .... |
 |
11. ... Gewinde für die Befestigung der Frontaufnahme eingebracht. |
 |
12. Ein alter Gewindeschneider wurde hinten so angeschliffen, dass es damit möglich ist ein Vierkantloch zu stanzen. |
 |
13. Das Eintreiben des Virkantloches ging einfacher als ich erwartet habe. Es ist zwar noch nicht perfekt, für den ersten Versuch aber absolut o.k. |
 |
14. Hier ist die fertige Aufnahme für den Gewindeschneidervierkant zu sehen. |
 |
15. Der Gewindeschneider geht saugend in die Aufnahme, die wiederum verdrehsicher angeschraubt ist. |
 |
16. Der Halter ist fertig und hat seinen ersten Einsatz hinter sich. Test bestanden, beim ersten Blockieren des Gewindebohrers öffnet man einfach die Hand und der ganze Halter dreht sich mit dem Werkstück. Der Gewindeschneider bricht somit nicht mehr ab. |