
Für meine Stichelschleifmaschine und für die Drehbank habe ich mir einen Adapter von 5C Spannzangen auf ER32 Spannzangen besorgt. Die ER Spannzangen spannen zwar nicht so genau wie die 5C Spannzangen, jedoch haben die ER32 Spannzanegn einen wesentlich größeren Spannbereich.

Leider ist mir bei der Bestellung entgangen, dass das innere Anzugsgewinde am Adapter fehlte. Dieses benötige ich aber für die Spannung an meiner Stichelschleifmaschine.
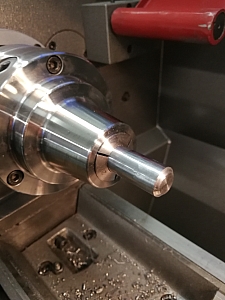
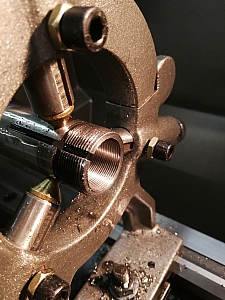
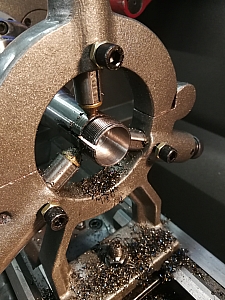
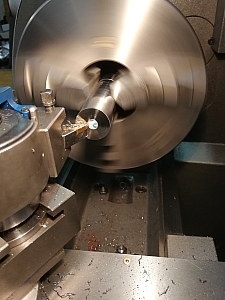
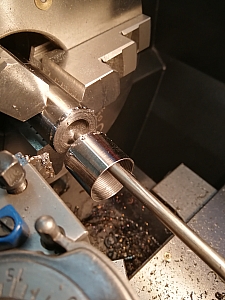
Um dieses Manko zu beheben musste also ein kleinerer Umbau stattfinden. Zuerst wurde in das 5C Spannzangenfutter der Drehbank eine 20mm Welle gespannt und für einen sehr guten Rundlauf gesorgt.

Der Spannzangenadapter wurde ebenfalls mit einer ER32 Spannzange für 20mm Rundmaterial ausgestattet....
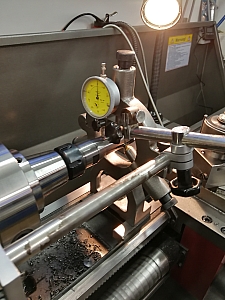
... und ebenfalls auf die Welle gespannt. Der Rundlauf lag bei 1/100mm. Hier habe ich gerade mit der Messuhr ....
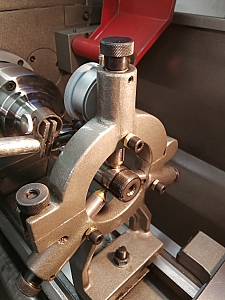
... den Rundlauf an der Lünette eingestellt.
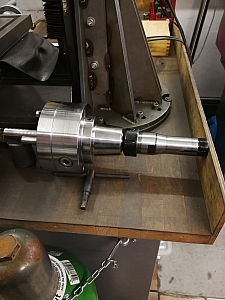
Nachdem ich beim Ausdrehen der hinteren Bohrung gemerkt habe wie hart das Material ist wollte ich zuerst ein weicheres Probegewinde aus Alu herstellen. Ich habe also die gesammte Aufspannung von der Maschine genommen ....

... und im 200mm Backenfutter ein Reststück Alu bearbeitet.

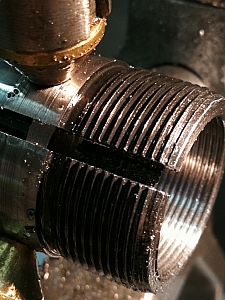
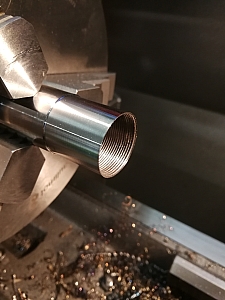
Nachdem die Kernbohrung (25,25mm) eingebracht war wurde der erste Gewindegang geschnitten. Es handelt sich um ein 55° Gewinde mit 1,041" Innendurchmesser und 24TPI. Die Flankentiefe sollte bei 0,75mm liegen. Mehr habe ich über das Originalgewinde nicht heraus finden können. Hier überprüfe ich gerade die Steigung mit einer Rachenlehre.
So sieht es fertig aus....

... und der Original Anzugbolzen der Stichelschleifmaschine passt perfekt...

So sieht eine 5C Spannzange am Anzuggewinde aus. Die Nut für die Verdrehsicherung sollte mir noch sehr zu schaffen machen.....,

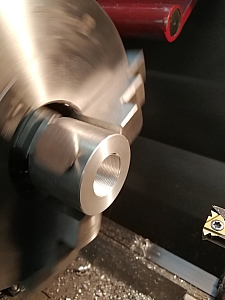
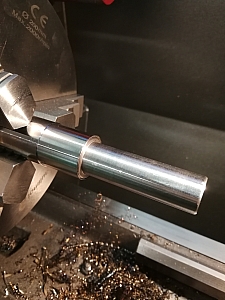
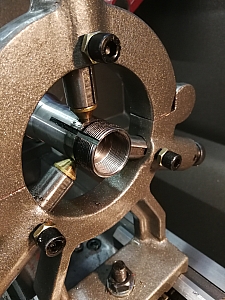
Hier ist schon wieder der Adapter auf der Drehbank zu sehen. Das hintere Rundmaterial ist auf das Nennmaß 25,25mm ausgespindelt.
Wie bereits beschrieben ist das Material an der Passnut sehr dünn (0,45mm)....
.... somit brach das Material beim Schneiden des Innengewindes aus.
Ich entschied mich also für eine weitere Ausspindelung um eine Buchse einzukleben.
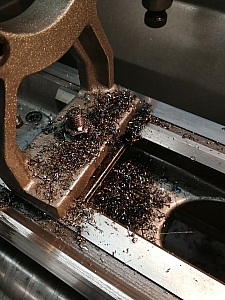
An den Spänen kann man sehen wie hart dieses Material war.
Um die Gewindebuchse herstellen zu können wurde wieder das 200mm Backenfutter auf die Drehbank gespannt....

... und ein Stück 42CrMo4V mit einem Innengewinde ....
....passend zum Anzugbolzen versehen.
Zusätzlich wurde der Außendurchmesser passend zur Bohrung im Adapter abgedreht.
Nach dem Abstechen ....

... war die Gewindehülse ....
... fertig für das Einkleben mit Loctite 638 (Fügen Welle-Nabe)
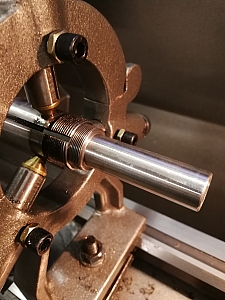
Der Anzugbolzen passt perfekt.

Der Adapter 5C (385E) auf ER32 mit Innen - und Außen-Anzuggewinde ist fertig.

Auch die Verdrehsicherungsnut passt wie gewollt.