
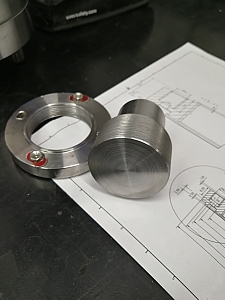
Ein sehr netter Bekannter benötigte für eine Holzwerkzeugmaschine einen neuen Andruckring für einen Kugellagersitz.

Dieser Ring ist mit einer Schmiernut ausgestattet um die Lagerwartung von der Außenseite zu ermöglichen. Im Laufe der Jahre wurde der Ring allerding beschädigt und sollte nun ausgetauscht werden.
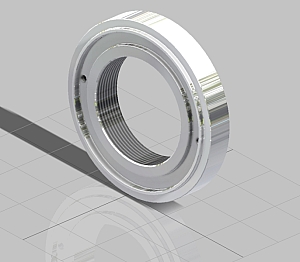
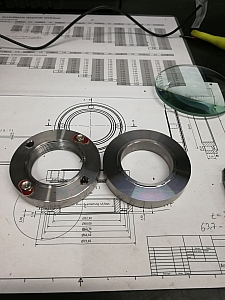
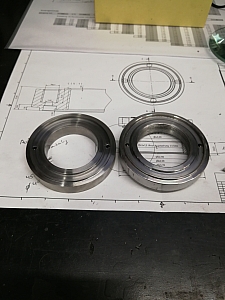
Die Maße waren schnell aufgenommen und eine entsprechende 3D Konstruktionsdatei war fast genauso schnell fertig.
Das Material der Wahl ist ein 42CrMo4v+qt (1.7225). Dieser Werstoff ist durch die hohe Festigkeit sehr gut für Maschinenbauelemente geeignet.
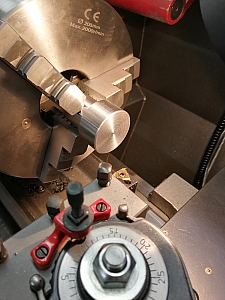
Aus einem Stahl-Reststück habe ich erst einmal einen ....
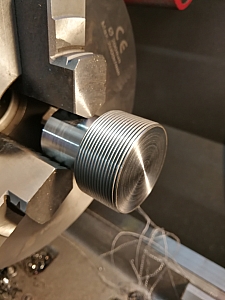
.... Gewindetestbolzen hergestellt ....

... damit ich das Innengewinde des Neuteils später einfach prüfen kann.
Einen Prüfbolzen M45x1,5 kann man immer wieder einmal gebrauchen.
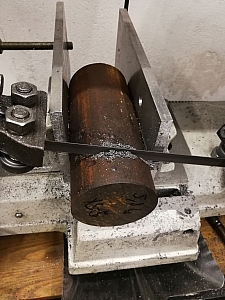
Nun wurde ein passendes Stück Rohmaterial abgesägt ....

.... in das 3-Backenfutter gespannt ....
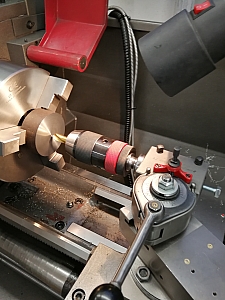
.... plan gedreht und eine Zentrierbohrung eingebracht.

Eine 20mm Borhung wurde hergestellt ....

... und das Werkstück auf Kernbohrungsmaß für das Innengewinde ausgespindelt.

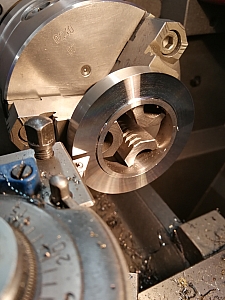
Anschließend wurden an der Planseite die Schmiernut und ....
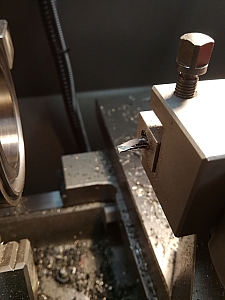
... Absätze mit dem kleinen Horn-Drehmeißel hergestellt.

Sollte alles passen ....

Die Rückseite des Andruckrings ist somit fertig bearbeitet.
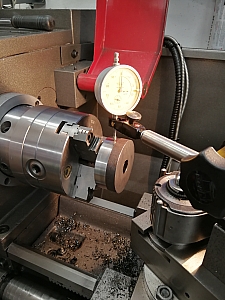
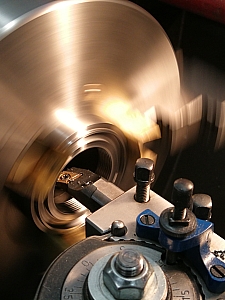
Der Ring konnte nun neu eingespannt und auf Rundlauf ausgerichtet werden.
Hier wurde die Frontseite geplant und der kleine Absatz angedreht. Die CBN Wendeplatte sind auch für diesen Werkstoff gut geeignet und hinterlassen ein sauberes Drehbild.
Fast fertig....
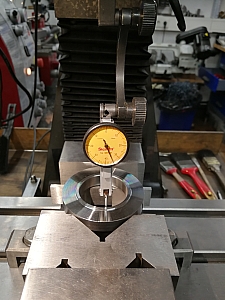
Das Bauteil wurde nun in den Frässchraubstock gespannt und zentrisch zur Hauptspindel ausgerichtet.

Anschließend wurden die Bohrungen anzentriert ....

... gebohrt und ....

.... gesenkt.
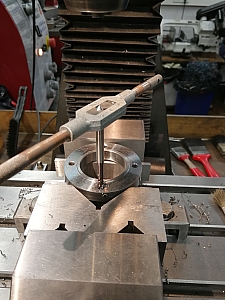
Nun konnten die Gewinde für die Schmiernippel geschnitten werden.
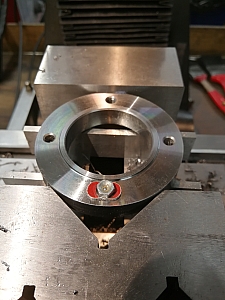
Passt :-)
Bis auf den letzten Arbeitsschritt ist alles fertig und passend ausgeführt.
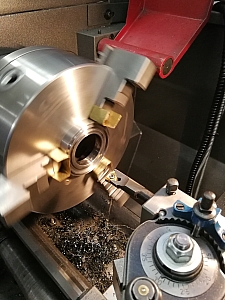
Das Werkstück wurde mit Messingblechen als Schutz eingespannt und auf Rundlauf ausgerichtet.
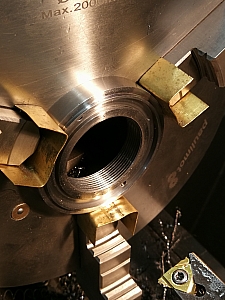
Nun konnte das Innengewinde M45x1,5 geschnitten werden.

Der zuvor angefertigte Bolzen lässt sich einschrauben und hat sehr wenig Spiel. Genau so sollte es sein.
Abschließend wurde der Gewindeanschnitt und -auslauf mit einer kleinen Fase versehen.
So soll es aussehen....
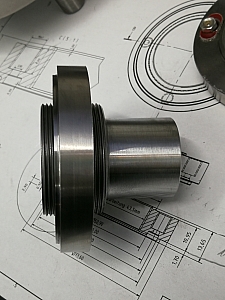
... und auch passen.

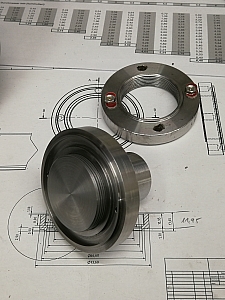
Der neue Andruckring ist eingeölt und für den Einsatz bereit.