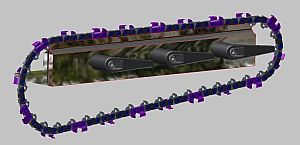
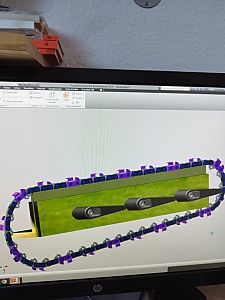
Ein sehr netter Arbeitskollege benötigte für seine Motorsägenketten einen Halter um diese einspannen und schärfen zu können. Die Konstruktion war schnell entworfen ....
... und sollte theoretisch auch gute funktionieren. Der Halt der Kette in der Vorrichtung sollte kein Problem sein.

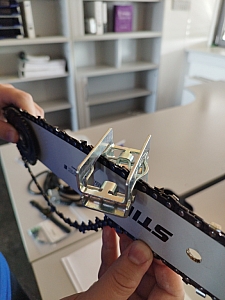
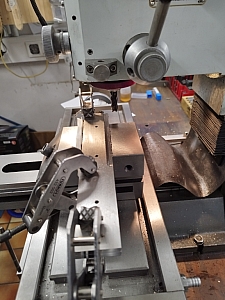
Zum Testen habe ich eine Ersatzkette bekommen und das Schwert einer Kettensäge zum Vermessen.
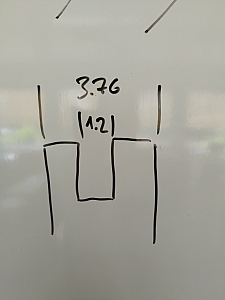
Die Laufnut am Schwert ist 1,2mm breit und das gesamte Schwert hat eine Dicke von 3,8mm.
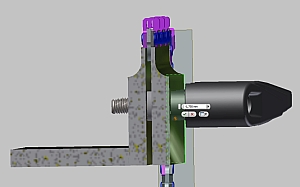
Genau so sollte später die Schärfvorrichtung ....

... auf dem Kettenhalter sitzen.
Das Basismaterial ist ein Flachmaterial aus Edelstahl (V2A / 1.4301).
Anfangs hatte ich die Idee die schmale Laufschine aus dem Vollen zu fräsen....

... und das hat beim Teststück auch sehr gut funktioniert.

Hier ist das Teststück mit angefräster Haltelippe zu sehen. Es hat sich jedoch gezeigt, dass die dünne Edelstahllippe nicht stabil genug war um die Kette sicher zum Halten zu bringen. Das Material hat sich wegdrücken lassen.
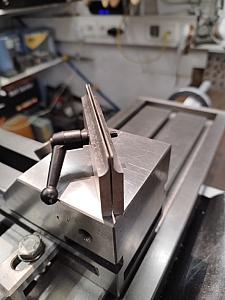
Hier ist noch einmal der dünne Steg der Haltelippen zu sehen.

Eine Spannung war zwar möglich, nach meinem Geschmack aber nicht sicher genug.
Die Konstruktion wurde also noch einmal geändert und die angefrästen Haltelippen wurden durch Federstahlbleche ersetzt.
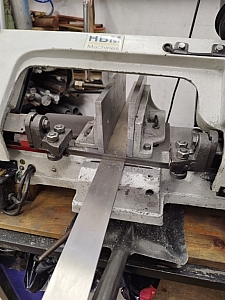
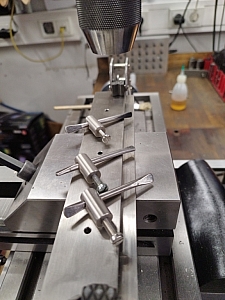
Nun konnte der Bau der Halteschiene losgehen. Zuerst wurden zwei 300mm lange Edelstahlstücke vom Rohmaterial abgesägt und mit Zentrierlöchern versehen.

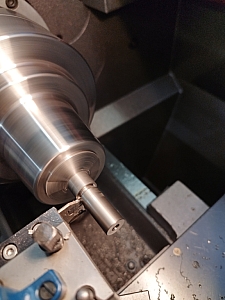
Da mein Lieferant für Befestigungshalbzeuge zu lange Lieferzeiten hatte, habe ich mir selber Knebelmutttern hergestellt. Hier wurden gerade die ....

... Zylinderstücke mit Innengewinde hergestellt.
Diese wurden auf Maß abgestochen ....
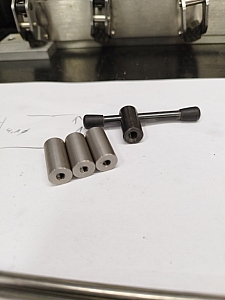
... und anschließend ....

... mit einer Querbohrung für die Querhebel versehen.
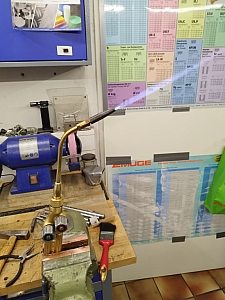
Nun wurde es heiß ....

... und die Querhebelenden wurden geschmiedet.

Die fertigen Knebel ...
... wurden gereinigt und die Halteschrauben aus Edelstahl eingesetzt.
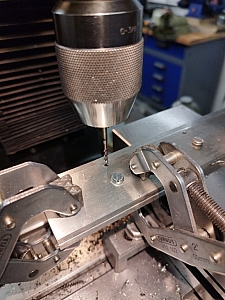
Nun wurden die Befestigungsgewinde für die Federstahlbleche und die Durchgangsbohrungen für die Halteschrauben gebohrt.

Die Befestigungsschrauben für die Knebelverschraubungen ....
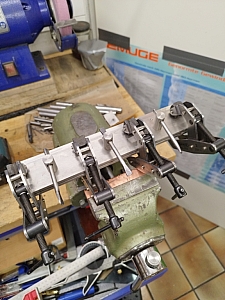
... wurden angeschweißt.

Fehlte nur noch eine stabile Auflage für die Werkbank.
Diese wurde im nächsten Abeitsgang hergestellt....

... und an die hintere Schiene gepunktet.

Alle Heftpunkte ....
... wurden später noch fertig verschweißt. Das sah schon ganz gut aus.

Anschließend konnte der Abstand zwischen der hinteren und vorderen Halteschiene bei eingespannter Kette ausgemessen werden. Das Differenzmass entsprach der Dicke der Abstandshalter die hier gerade hergestellt wurden.

Jeder Knebel bekam einen Abstandshalter.

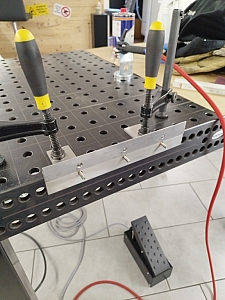
Nach der Probemontage ....

... wurden noch dünne Edelstahlbleche als Ausgleich auf die Federstahleinlagen geklebt ....

.... und die Kette montiert. Ich war sehr zufrieden mit dem Lauf der Kette in der Führung. Die Klemmkraft war ebenfalls absolut ok und in der Zwischenzeit wurden schon einige Ketten mit dem Halter geschärft.