
Ein Freund kam vorbei und benötigte für einen LKW Umbau ein paar Schlauchnippel als Ersatzteil. Da dieses Bauteil sehr speziell ist konnte dieses Ersatzteil nicht mehr bestellt werden. Es war eine Spezialanfertigung angesagt.
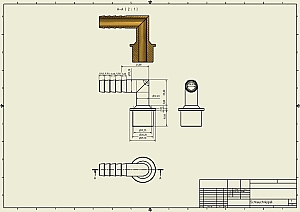
Die Maße waren schnell ins 3D CAD übertragen und die Materialwahl viel auf ein MS58 (2.0401 / CuZn39Pb3 bzw. CW614N). Dieses Material hatte ich noch in meinem Vorrat.
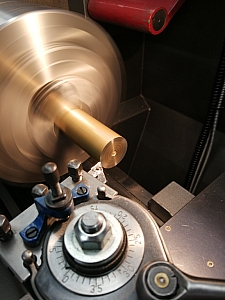
Nach dem Planen der Frontseite....

... wurde der Innendurchmesser mit einem Bohrer eingebracht und der Außendurchmesser auf Maß gedreht.
Der Rohling wurde mit Übermaß abgestochen, ...
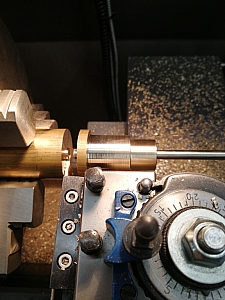
... umgespannt und die andere Kontur angedreht. Hier wird gerade ein Abstechmeißel zweckentfremdet und der kleine Übergangskegel angedreht.

Die Basis ist somit schon fast fertig.

Da 3 Ersatzteile benötigt wurden habe ich das Ganze 3 Mal hergestellt.

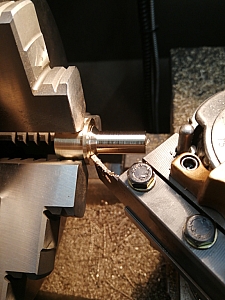
Nun wurde aus einem dünneren Materialstück die Schlauchaufnahme hergestellt. Die Durchgangsbohrung ist hier bereits eingebracht.

Da das Material sehr dünnwandig war wurde beim Einbringen der Abrutschhemmung eine mitlaufende Körnerspitze zum Abstützen benutzt.

Dieses Teil sollte auch passen.

Basis und Schlauchanschluss sind bis auf die 45° Schräge fertig.

Um die Schräge anfräsen zu können habe ich den Frässchraubstock auf 45° eingestellt und mit einem entsprechenden Winkel die Einstellung überprüft.

Anschließend konnten alle Teile überfräst werden.

Sieht schon ganz gut aus ....

... und sollte sich auch so hartlöten lassen.

Nachdem alles verlötet und gereinigt war ....

...passte das Ergebnis auch zur ....
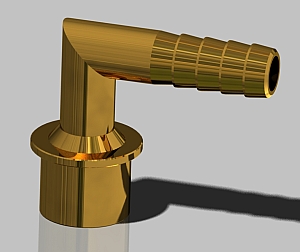
... Konstruktion.