
Ein sehr netter Bekannter kam auf mich zu und fragte ob ich für seinen Motorradumbau einer Yamaha XVS 650 eine spezielle Hinterachse anfertigen könnte. Hier ist die Maschine vor dem Umbau zu sehen....

... so sieht das Prachtstück aktuell aus....

... und für diesen Reifen sollte es eine neue Achse werden. Selbstverständlich alles mit Zustimmung des netten Beamten vom TÜV.

Damit es bei der Abnahme später auch keine Probleme gibt habe ich bei meinem Stahlhändler ein Stück Rundmaterial mit Umstempelbescheinigung und Prüfzeugnis bestellt.

Hier kann man die Materialklasse und die Chargennummer gut lesen. Diese Nummer steht auch auf dem Prüfzeugnis... das sehen wir später.

Bedingt durch die getwas größere Reifenbreite wurde die Achse entsprechend lang. Hier habe ich den gesammten Meter Rohmaterial in die Drehbank gespannt. Die zusätzliche Abstützung am Spindelende ist leider auf dem Bild nicht zu sehen.

Für mich ging es erst einmal darum die Schnittwerte für den Stahl und die passende Wendeschneidplatte zu finden.
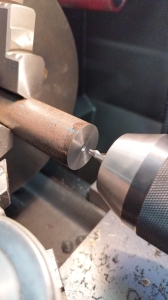
Vorab wurde eine Zentrierung eingebracht.....
... und die ersten Schnittwerte und die Platten passten überhaupt nicht.

Diese Platten und die Schnittwerte waren aber für mich extem zufriedenstellend.

In der ersten Aufspannung wurde das Befestigungsgewinde ....

... mit dem Gewindemeissel hergestellt.

Nach ein paar Durchgängen ....

... passte die beigestellte Mutter perfekt.

Also wurde die Welle umgespannt um den Hauptteil der Achse bearbeiten zu können.

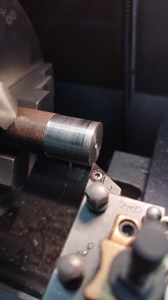
Das Schneidöl musste leider sein um die gewünschte Oberflächengüte herstellen zu können. Der Abzug im Bastelkeller funktioniert zum Glück sehr gut.

Stück für Stück habe ich mich an den gewünschten Durchmesser heran getastet.
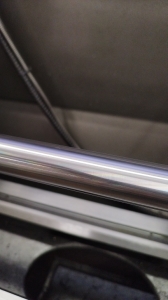
Die Oberfläche ist TOP!

Da die Welle sehr lang und dünn ist läuft man Gefahr, dass durch die Druckkraft der mitlaufenden Zentrierspitze in der Mitte der Welle eine Verbiegung stattfindet. Diese führ dann unweigerlich dazu, dass in der Werkstückmitte zu viel Material abgetragen wird und die Maße nicht stimmen. Also habe ich immer wieder mit der Mesuhr die Durchmesserabweichung gecheckt und korrigiert.

Fertig ist die Achse....

... und der Ansatz für den Sechskantkopf ist auch schon angedreht.

Der Durchmesser am Gewinde ....

... und am Achsanfang.

Das Kugellager ist nur zum Testen verwendet worden. Die Originallager sehen anders aus.

Hier habe ich mir immer wieder die Durchmesserabweichungen notiert um den Korrekturfaktor ausrechnen zu können.
Das ist die Durchmesserabweichung auf 440mm Länge. Ich bin absolut zufrieden.

Kurz vor dem Abschluss der Bearbeitung auf der Drehmaschine ....

... Habe ich noch die Oberflächengüte geprüft. Hierzu habe ich Vergleichsmuster an die Welle gehalten und ....

... bin auf eine Rauheit im Bereich Superfinish gekommen.

Nun wurde die Achse abgestochen.

440mm ist schon sehr lang....
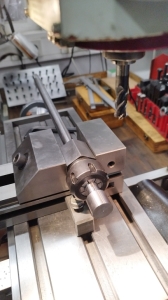
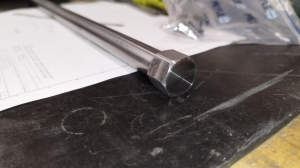
Auf der Fräse ging es wieter. Hier ist die Achse bereits eingespannt und ....

... schnell war die erste Fläche des Sechskantkopfes angefräst.

Nach jedem Fräsdurchgang kann das Spannzangenfutter im Schraubstock weitergedreht werden. So entsteht der Sechskant von alleine.
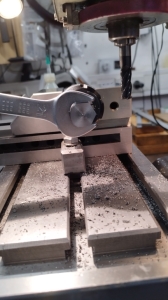
Test der gewünschten Schlüsselweite.

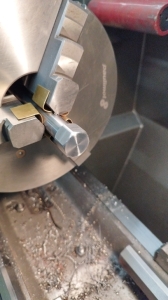
Der fertige Sechskant....

... passt auch in eine handelsübliche Nuss.

Nach etwas Feinarbeit an der Drehbank ...
... sieht das nun so aus.
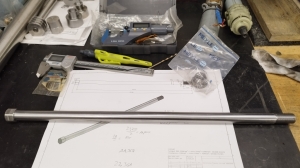
Die fertige Achse ....
... mit Schlüsselweite 21mm.

Fertig verpackt in Korrosionsschutzpapier, mit Beistellmutter und Prüfzeugnis. Viel Spaß damit Dennis.