
Wer kennt das nicht .... die Drehmeisselhöhe sollte genau auf die Drehmitte des Werkstücks eingestellt werden um optimale Ergebnisse zu erzielen. Diese Einstellung ist aber oft mit vielen Drehversuchen verbunden. Ein Einstelltool wäre dafür sehr hilfreich. Mark Presling hat auf seinem Youtubekanal unter dem Namen #RoughCut2022 - How To Make a Lathe Tool Height Setter einen sehr schönen Baubericht und Zeichnungen bereitgestellt. Thx a lot Mark!!! Hier ist der Link zum Film......und hier der Link zu der Zeichnung zu finden.
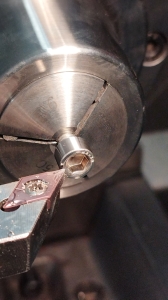
Es werden nicht viele Bauteile benötigt. Hier bin ich gerade dabei eine Inbusschraube aus 1.4301 zu modifizieren.

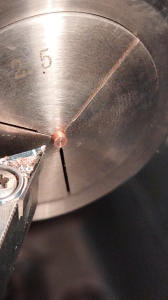
Der Schraubenkopf wurde entfernt und der entstandene Teller dient später als Auflagefläche an der Drehmeisselspitze.

Damit diese Auflagefläche eingestellt werden kann wird von hinten ein Schlitz in das Gewinde eingefräst.

Der kleine, geschlitzte Aluminiumring dient als "Spannzange" beim Fräsen.
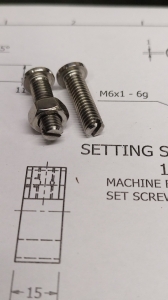
Nach dem Entgraten wird geprüft, ob sich das Gewinde noch leicht in eine Mutter einschrauben lässt.
Das nächste Rohmaterial ligt bereit.....
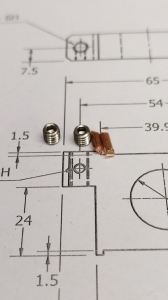
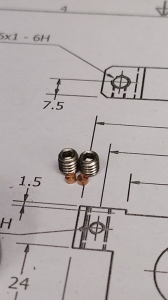
Die Madenschrauben bekommen an der Kontaktfläche zum Gewinde der Tellerschrauben einen Puffer aus Kupfer. Ich habe einfach eine Stück 4mm² Kupferdraht hierfür genommen.
Ja, es ist etwas fummelig die kleinen Kupferstücke auf Länge abzudrehen ....
... aber mit einer Pinzette kann man das Kupferwerkstück noch gut greifen. Die Uhrmacher werden wahrscheinlich jetzt in Gelächter ausbrechen :-)

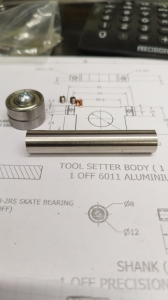
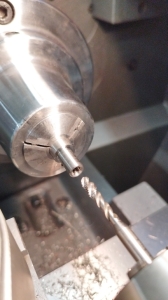
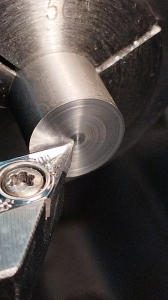
Weiter ging es mit der Hauptwelle aus Edelstahl (es ist auch jeder andere Stahl denkbar).

Der Kugellagerzitz ist bereits gedreht und die Stirnfläche wurde mit einer leichten Fase versehen.

Die Kugellager passen ....
... und es wurde das Befestigungsgewinde geschnitten.

So sollte es aussehen.

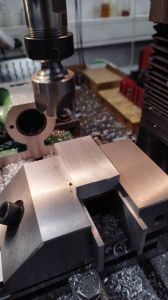
Der Grundkörper stand als nächstes auf der Liste. Ein Reststück aus Alu reicht hierfür vollkommen aus.

Grob auf der Bandsäge zugeschnitten ....
.... und auf der Fräse in Form gebracht.

Beim Umspannen habe ich sehr genau auf die Ausrichtung geachtet.
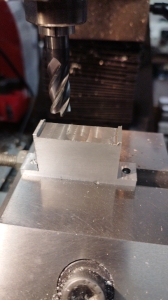
Nun wurde mit dem Messerkopf ....

... die Werkstückdicke angepasst.

In dieser Nut sitzt später eine kleine Wasserwaage.

Und diese Ausfräsung ermöglicht das Einstellen der Auflageteller.
Auch die Oberseite erhält eine Einfräsung ....
... für eine Wasserwaage.

Schon fast fertig.....
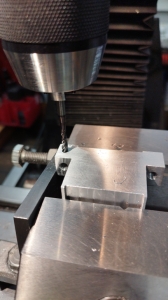
...die seitlichen Gewinde für die Klemmung der Auflageteller wurden hergestellt.

... und der Sitz für die Kugellager ausgespindelt.
Die Lager wurden mit Loctite eingeklebt....

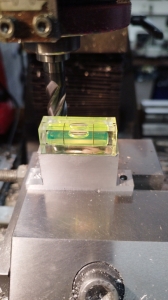
... und die Wasserwaagen mit einen 2K-Harz....
... an ihrem Platz fixiert.
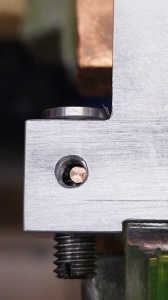
So werden die Kupfer-Klemmstücke eingesetzt.
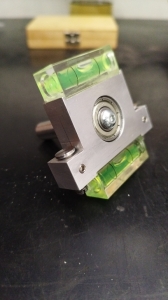
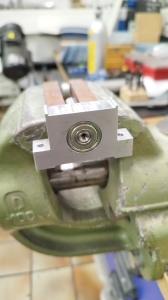
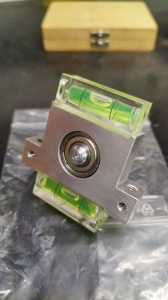
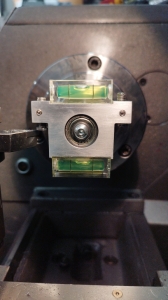
Fertig ist das Einstelltool.
Nun stellt man ein letztes Mal einen Drehmeissel auf exakte Drehmitte ein.
Anschließend wird das Einstelltool eingesetzt und der Auflageteller so weit verstellt bis die Wasserwaage in der Mittenposition steht. Der Einstellteller kann mit der Madenschraube in dieser Position geklemmt werden.
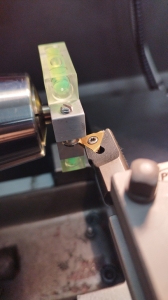
Nun ist es einfach...einen anderen Drehmeissel einspannen und den Auflageteller in Position bringen. Jetzt wird die Höhe des Drehmeissels eingestellt, bis die Wasserwaage wieder in Mittenstellung ist.

Das funktioniert auch bei sehr kleinen Drehmeisseln. Die Rückseite des Einstelltools ist für Innendrehmeissel. Die Einstellprozedur ist aber exakt identisch.